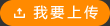
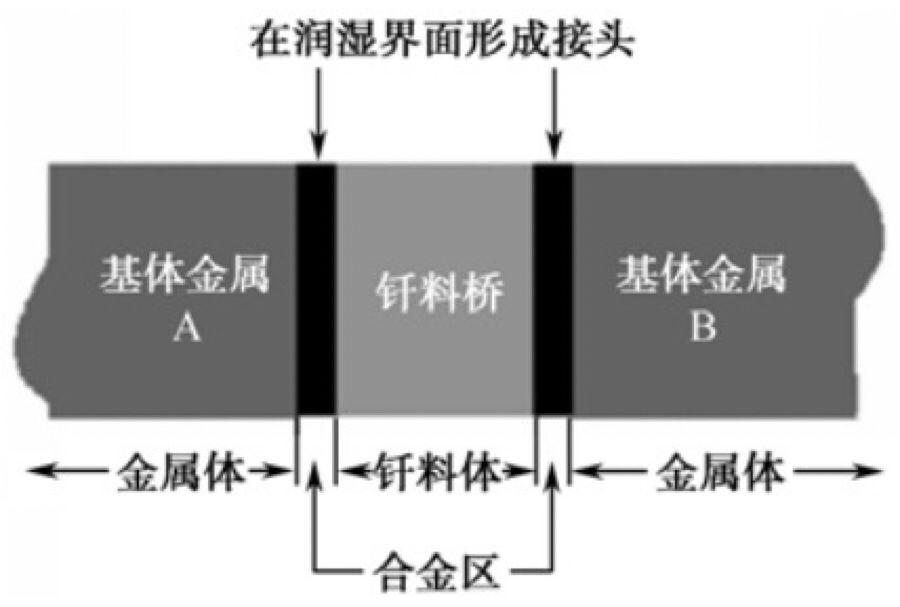
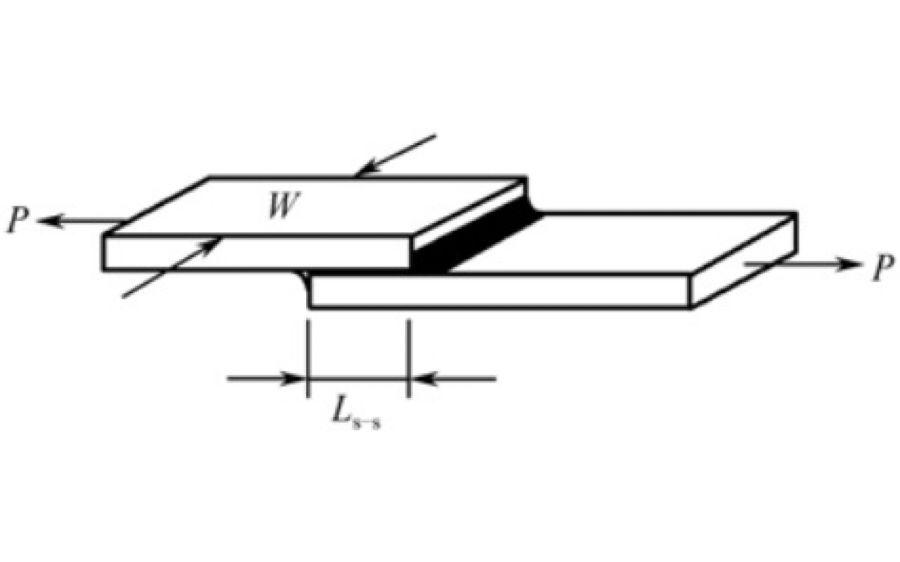
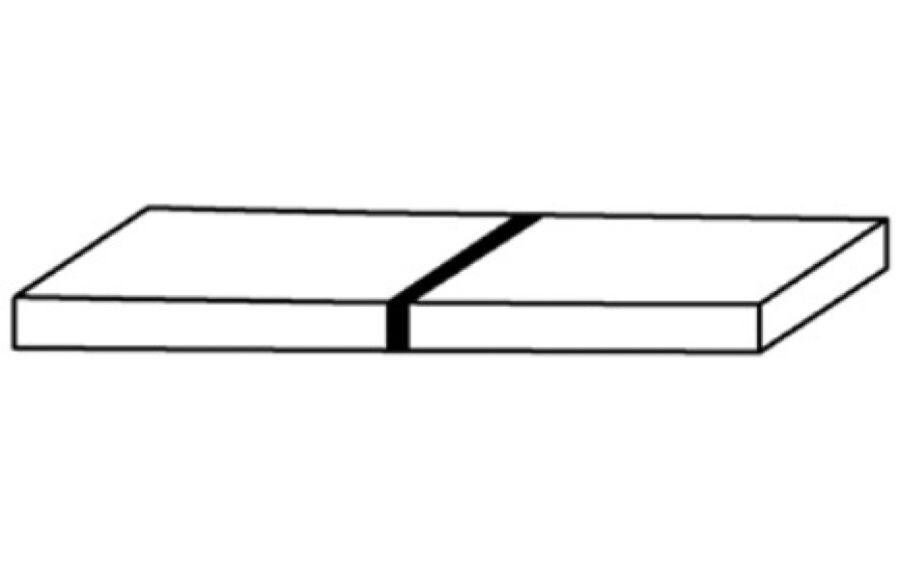
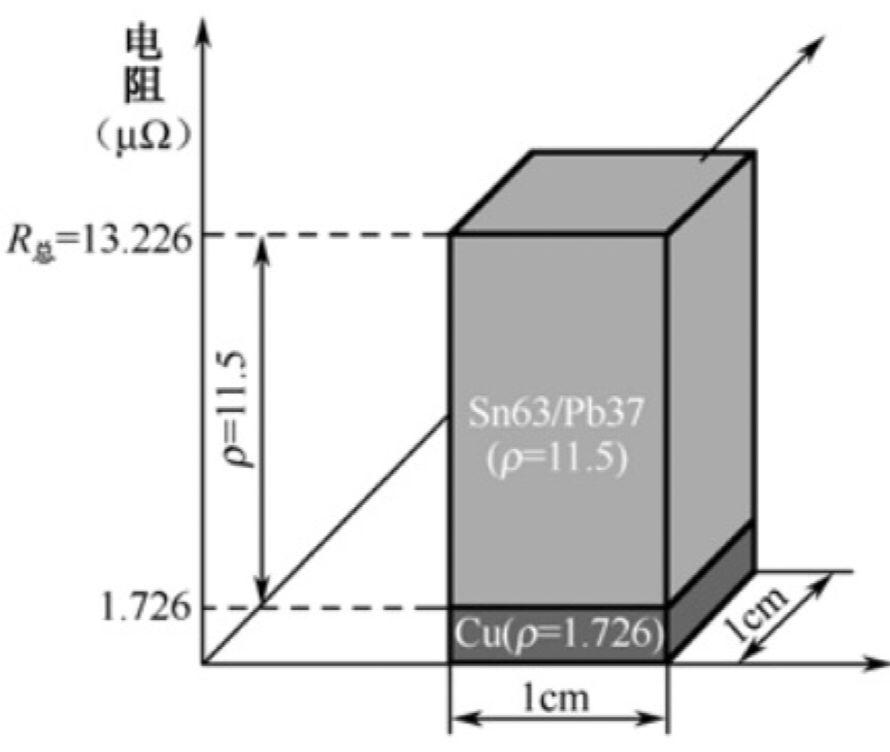
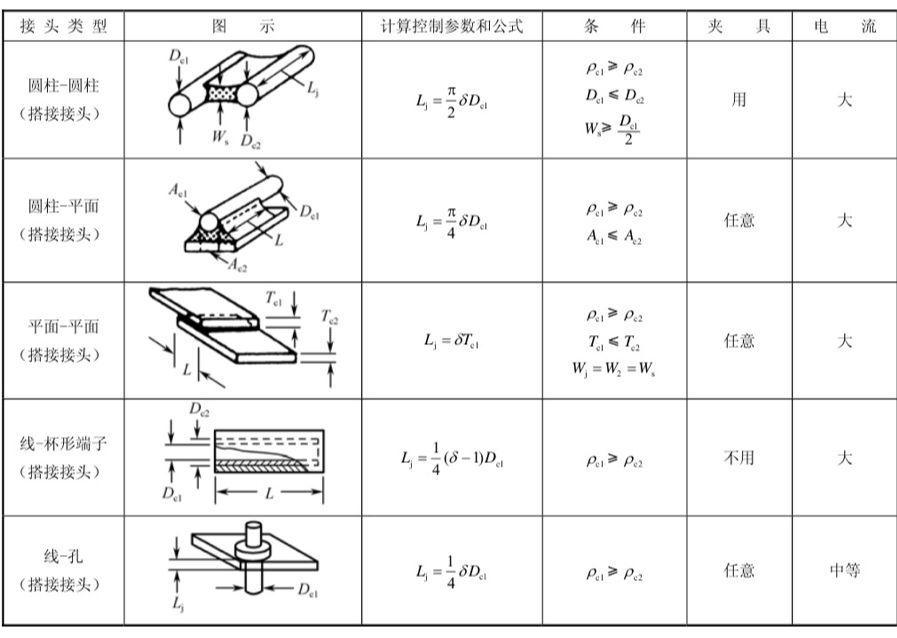
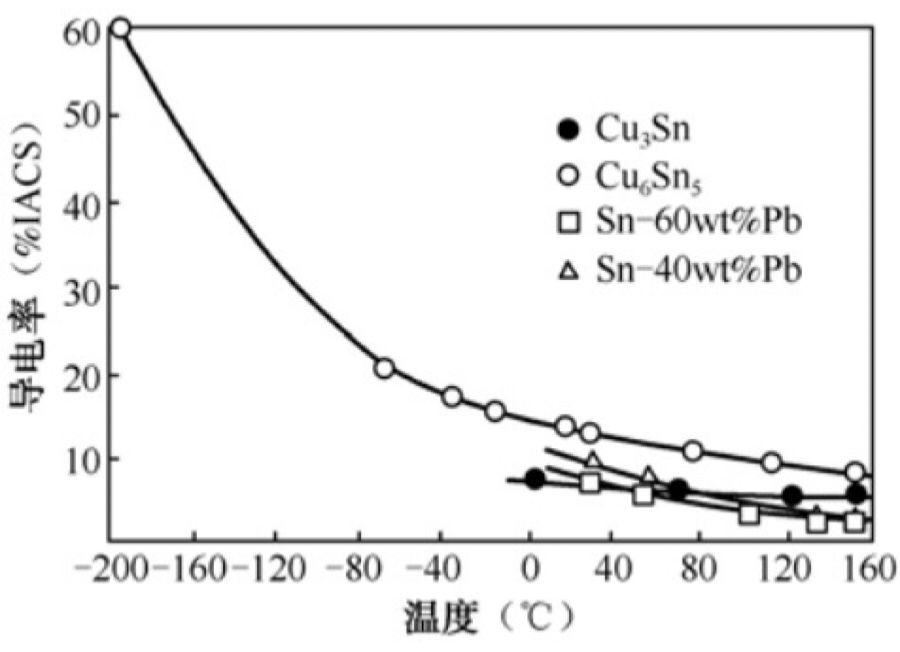
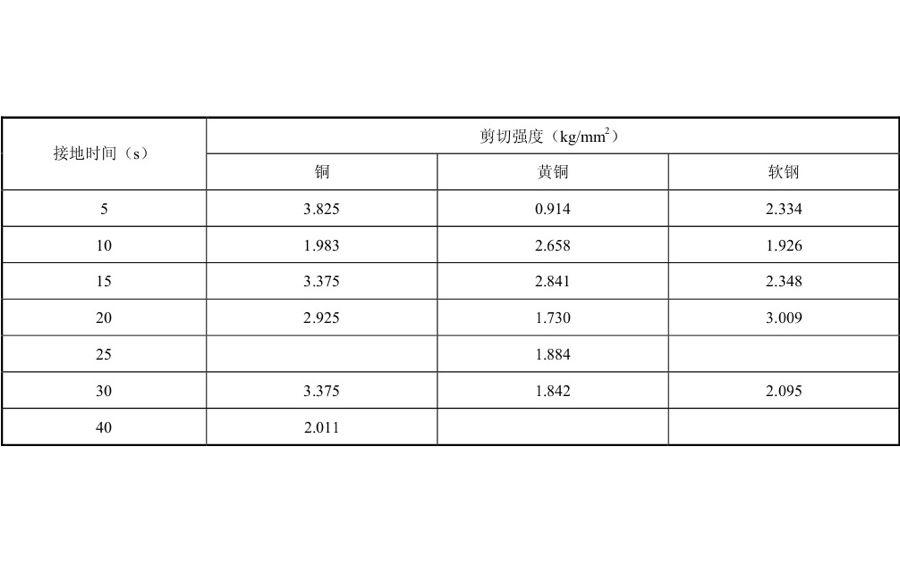
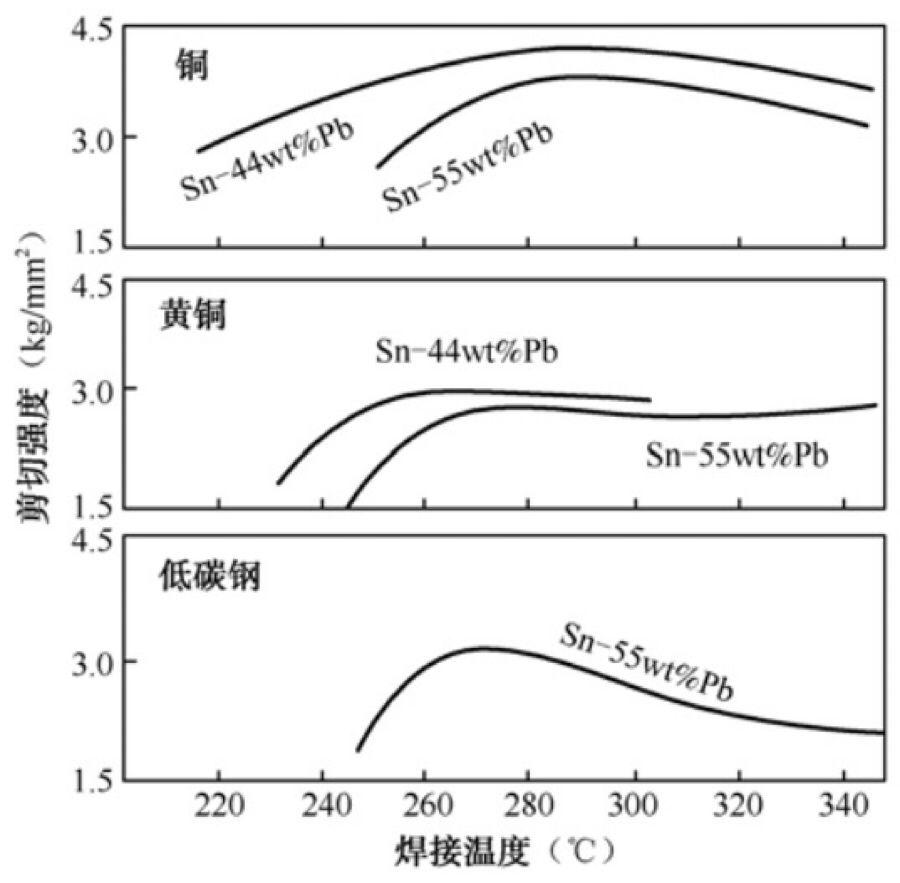
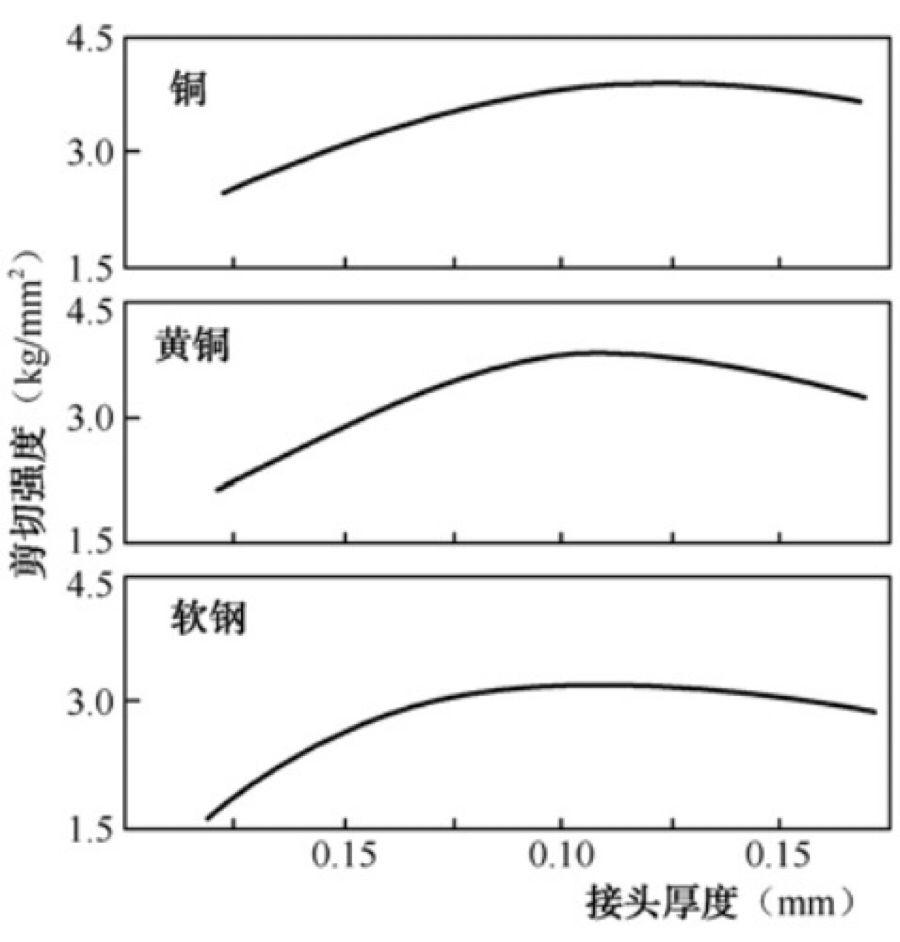
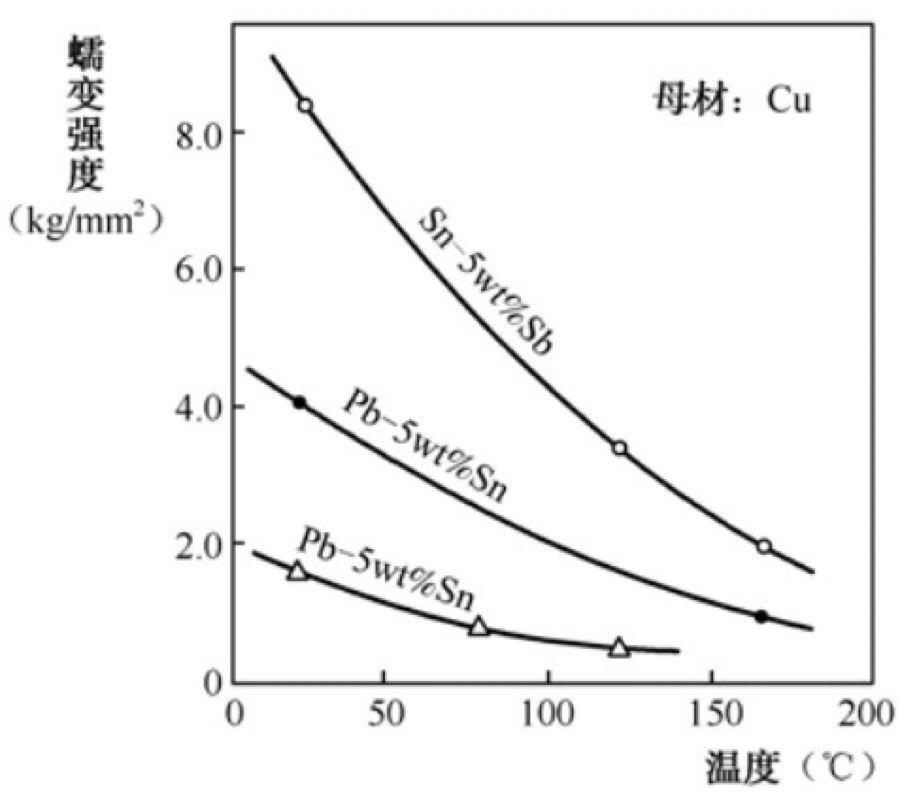
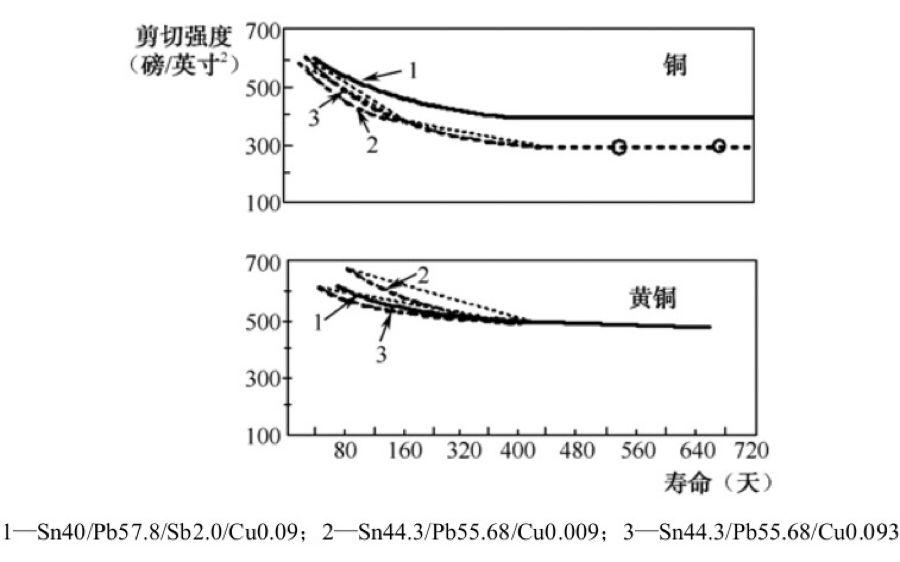
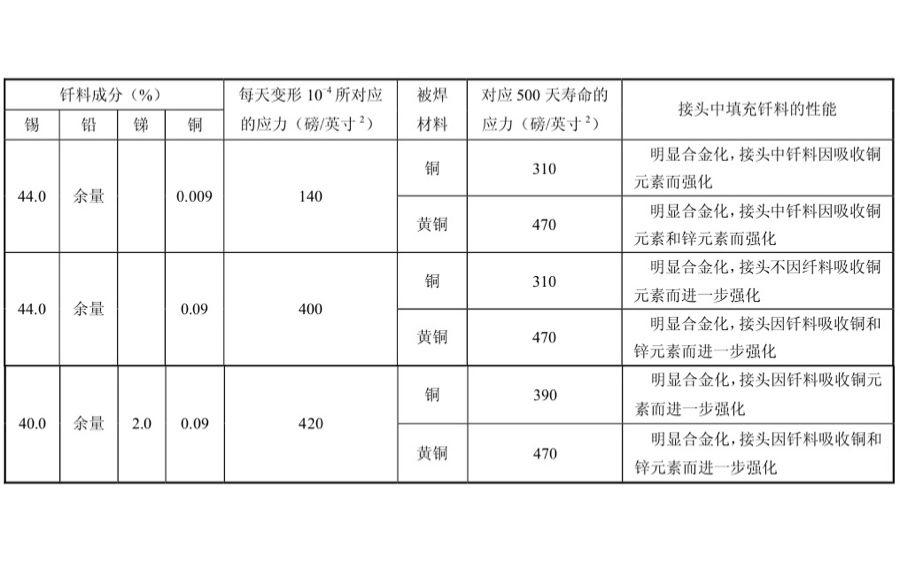
一、概述1.波峰焊接焊点接头工艺可靠性设计的意义所谓焊接接头设计,就是把与焊接相关的一些现象和影响因素,诸如可焊性,与焊点接合部有关的机械的、电气的、化学的等诸特性,在焊接工程实施之前就进行全面的规划。实践证明,能否获得可靠性高的焊点,其基本条件就取决于完善的接头设计。日本有学者统计焊点缺陷的40%~50%是由于接头设计不合适而引起的。即便使用了可焊性非常好的材料,如果接头设计有缺陷,那么焊点的可靠性也不会高。2.波峰焊接焊点的形成过程及控制因素在波峰焊接焊点的形成过程中,波峰焊接参数是控制因素。波峰焊接焊点的接头设计和结构模型、波峰焊接温度、波峰焊接时间、基体金属类型、所用助焊剂种类、加热和冷却方式以及其他因素等对钎料接头特性,特别是焊点的可靠性的影响是很大的。故对基体金属材料选择时,要充分关注下列因素:① 机械性能:材料的抗拉强度、疲劳强度、延伸率和硬度。② 物理性能:材料的密度、熔点、热膨胀系数和电阻率。③ 化学性能:材料的耐腐蚀性和电极电位。④ 焊接特性:材料的可焊性(润湿性)、被焊材料的溶蚀性及合金层的形成等。其中特别是①、②、③项各自作为独立的因素,它们和母材焊接连接更是不可轻视的。例如,把热膨胀系数差异很大的异种材料(如金属和陶瓷)焊接连接时,其疲劳强度就会成为问题。同样把电极电位不同的材料焊接在一起时,电化学腐蚀等相关问题也是要认真考虑的。因此,选定母材时,必须妥善处理其各自的特性和焊接的匹配性。而且,焊接特性受选定的母材的种类所限制,采用表面处理镀层可充分得到改善。二、焊点的接头1.焊点的接头模型焊接界面的连接是靠钎料对两个基体金属表面的润湿作用。钎料是连接材料,钎料固着于基体金属表面,因而提供了金属的连续性。除此之外,钎料还用于被桥连起来的两个被润湿的表面,构成二基体金属间的连接环节。此时钎料的性能决定了整个焊接接头的性能。图1示出了波峰焊接接头的结构模型,在焊接中靠润湿作用形成连接界面。熔点较低的钎料是良好的填充金属,能够导电和导热,并具有可延展性、光泽等所有金属性能。❖ 图1 焊接接头的结构模型SnPb钎料的可延展性和该组分钎料中的大多数合金,在室温或接近室温情况下的退火能力,使焊接接头中的钎料成为极好的应力连接材料。由于SnPb钎料具有吸收并随时释放应力的能力,使得组装件在承受振动和受热时,在焊接接头中形成的很大的应力被释放,从而避免了组装件的损坏。假如该应力未被释放而被传递到强度较低的元器件上(如金属-陶瓷接合面等),将导致连接处破裂。由此可见,SnPb钎料强度低这个“弱点”,实际上是其优点。2.波峰焊接的基本接头结构和工艺设计要求1)基本的接头结构类型波峰焊接焊点接头设计中需要考虑两个问题,即机械强度要求和电气上的载流能力。在PCBA的组装焊接中广泛采用搭接接头和套接接头,主要的接头可列举如下。(1)重叠搭接接头。重叠搭接接头是一种极为常用的焊接接头,其结构形式如图2所示,两个被焊基体金属重叠搭接在一起,填充于其间的钎料把二者连接成一体。这种接头的强度随重叠搭接面积的变化而变化,在直拉力作用下,接头承受剪切作用力;在弯曲力的作用下,接头承受拉伸或压缩作用力。在采用搭接接头的情况下,整个接头强度取决于重叠搭接面积,因而不难用改变搭接面积的办法来满足组装件对接头的强度和电气等性能的要求。❖ 图2 重叠搭接接头(2)对接接头。对接接头的结构形式如图3所示。对接接头在直拉力作用下,在焊接接头部就只有单纯的拉伸应力。这种接头机械强度最低,除用于密封目的等场合外很少应用。❖ 图3 对接接头(3)斜面对接接头。斜面对接接头结构如图4所示。这类接头在接合部尺寸相同的情况下有较大的焊接接合面积,因而接合强度大。❖ 图4 斜面对接接头(4)套接接头。这种接头是孔和引线的焊接,其结构如图5所示。这种接头的典型应用是PCB金属化孔(PTH)和元器件等引线间的焊接,是目前PCB上穿孔焊接(THT)的主要形式。该接头强度好,在直拉力作用下,该接头主要承受剪切应力。❖ 图5 套接接头(5)机械补强接头。作为常用的机械补强的结构类型,如图6所示。其中图6(a)示出了常用于电子产品的引线和接线柱引线及焊片之间的焊接连接方式。而图6(b)(c)则示出了引线和引线之间的连接形式(绞合、勾合)。这些接头在机柜焊接连接中最常用,而且连接强度也是比较好的。❖ 图6 机械补强接头2)接头的工艺设计上述的焊接接头方式中,确保钎料承受的应力沿润湿表面均匀分布是很重要的。否则,如因设计不当产生了应力集中现象,则在某一时间仅在整个润湿面积中的一部分承受应力,因而应力超过了填充钎料的极限强度时,将使焊接接头产生裂纹。由于不能利用填充钎料的总强度,该裂纹从一个应力区扩展到另一个应力区。在产生应力集中的情况下,认为用增加焊缝中填充钎料的办法能解决应力集中问题是错误的。这样做只能改变产生故障的初始位置。建议搭接和对接等接头上不应有弯曲力作用,弯曲作用能产生局部应力集中,并使钎料撕裂产生裂缝。为获得良好的焊接接头,另一个重要的考虑因素是间隙(接头中钎料的厚度),它对焊接接头强度的影响很大。间隙的大小受两个方面的要求支配,一方面应使助焊剂和钎料良好地进入焊接区(这要求间隙不能太小),另一方面应在毛细管和表面能的作用下使钎料保持在焊缝中(这要求间隙不能太大)。还要提到一点,焊接接头形成过程中发生的固溶硬化过程,在很大程度上增强了钎料强度。正确的焊接接头设计还涉及使钎料从被润湿的表面完全排开气体和助焊剂,形成完全实心和均匀填充钎料的保证措施。因此,必须消除不通孔、空穴和类似的气陷。否则,空气或助焊剂蒸汽的膨胀将产生气陷,使得焊接接头横截面的强度显著降低,因而不能获得所要求的强度。这些钎料不能进入的区域将导致形成大气陷。当把两种不同的基体金属焊在一起时,还要考虑两种基体金属在膨胀系数、延展性和其他重要性能方面的差别。三、焊接接头结构设计对接头机电性能的影响1.接头的几何形状设计及对强度的影响接头设计决定了焊接接头的下述性能:① 导电性能;② 机械耐用性(强度);③ 散热性能;④ 加工的工艺性;⑤ 可维修性;⑥ 可目视检查性。特别是前3项性质主要取决于材料和几何形状的设计。机械耐用性在很大程度上还取决于所采用的焊接工艺方式。由于钎料和被其润湿的基体金属间的相互作用,改变了金相组织。在此情况下,焊接时间、焊接温度是与焊接操作有关的极重要的因素。钎料合金的耐用性取决于钎料作为应力连接材料的能力。在许多情况下,通常金属界面的强度比填充钎料的强度高得多,在此情况下,最薄弱环节是填充钎料本身。但是,假如基体金属和钎料的金属元素形成金属间化合物,导致过分合金化和过量地形成金属间化合物晶体,则有损于机械耐用性,并降低其长期可靠性。要关注焊接接头中的钎料能否长期耐受预期的大幅值的应力。即使这些应力低于钎料的正常屈服强度,也能引起蠕变现象(金属长期在低于其屈服强度的应力作用下产生的塑性变形)。当工作温度接近其再结晶温度时,更易产生蠕变现象。接头的几何形状对上述的6个特性中的每一个特性均有影响。通常先围绕第4~第6点对几何形状的要求来设计焊接接头结构形式,然后根据导电性要求计算接头的尺寸。Howard H.Manko认为:满足导电性要求的接头设计,在机械方面也能满足耐用性和散热性要求。下面,分析常见形式的焊接接头在拉伸和剪切力作用下的情况。在分析问题之前作如下假设:●接头设计能保证纯拉伸或剪切应力均匀分布;●钎料填充并润湿了全部横截面积;●填充焊缝的钎料未发生溶解强化或其他钎料成分的变化。在拉伸和剪切两种力的作用下,组装件的强度是所涉及临界面积的函数。若知道最薄弱环节,则可把组装件的接头强度Sb表示为Sb=σbAb (1)式中 Sb——装件接头强度;Ab——基体金属临界面积;σb——基体金属的屈服强度(拉伸应力或剪切应力)。利用填充钎料本身的强度,可用同样方式表示为Ss=σs As=Sj (2)式中 Ss——钎料强度;As—— 钎料临界面积;σs——钎料的屈服强度(拉伸应力或剪切应力);Sj——焊接接头强度。如果要求接头的强度等于组装件中最薄弱处的强度,则可由式(1)和式(2)得出Sb=Sj σbAb=σsAs (3)如果定义σb/σs为强度系数β,则由式(3)可得出As=βAb (4)由此可知,对于强度等于或小于钎料强度的所有基体金属来说,β≤1。此时,Sb≤Ss β≤1 As≤Ab (5)式中,钎料横截面积可等于或小于基体金属的横截面积。大多数情况下:β>1 As>Ab (6)因此,为使强度相等,要求填充钎料的横截面积可能要高出几个数量级。σ可为拉伸应力或剪切应力。在PCB波峰焊接中的所有接头形式几乎都属于搭接方式。搭接接头是一种优先采用的接头形式,因为它易于把搭接部分大小调整到使接头具有所要求的强度。这适于使接头具有规定的强度和使其与组装件的最薄弱环节的强度相匹配。在PCB上采用的搭接形式,常见的结构又可细分为下述几种。1)平板-平板搭接结构在现代电子产品的SMC、SMD元器件在PCB焊盘上的贴装中,几乎都采用这种接头结构。根据PCB采用的自动化焊接工艺方式(波峰焊或再流焊)的不同,表现的具体结构形式也是稍有差别的,如图7所示。❖ 图7 平板-平板搭接结构在剪切应力作用情况下,平板-平板的搭接长度Lj可近似利用式(4)进行计算。从图7中可看出WLj=βWH Lj=βH (7)(1)波峰焊接的接头搭接结构。波峰焊接工艺中的接头结构几何形状与再流焊接相似,此时先将SMC、SMD元器件的引脚或电极对准焊盘后直接贴合在焊盘金属表面,并通过胶粘的方式将元器件体的位置关系固定在PCB的焊盘面上。波峰焊接时依靠润湿和毛细作用将钎料填充到焊缝处,因此焊缝一般均很薄,如图7(a)所示。(2)再流焊接的接头搭接结构。图7(b)所示的结构示意图为再流焊接后的典型接头结构,在这种焊接工艺操作中,焊膏是先印刷在PCB的焊盘上,在焊盘上预先形成了一定厚度的焊膏层,然后再将SMC、SMD等元器件的引脚或电极对准并贴装在焊膏的上面,再流后便在PCB的铜焊盘表面与元器件引脚或电极的两相对面之间形成了一定厚度的纯钎料层。2)圆柱对平面搭接结构在孔未金属化的单面PCB的THT高可靠性电子装备安装中,常采用这种加强的搭接安装结构。对于此种结构形式,要求检查填充钎料的宽度大于还是小于引线的直径(假定它是最薄弱的环节),通常要求填充钎料的宽度大于或等于引线的直径。这种接头形式如图8所示。❖ 图8 圆柱对平面搭接接头3)线对孔的搭接结构图9所示为波峰焊接中线对孔的典型搭接结构,这是在通孔插装方式中的主要接头结构方式,也是波峰焊接接头中强度最好的一种形式。❖ 图9 波峰焊接中线对孔的典型搭接结构2 .焊接接头的电气特性1)接头的电阻由于钎料的电阻率比铜的电阻率要高得多,所以相对铜而言,钎料为不良导体。例如,我们用某种方法将长度各为1cm,横截面积为1cm2的铜导线和同样一段 Sn37Pb 的钎料导线连接起来时,则可用如图10所示的图形表示其电阻。❖ 图10 Cu与Sn37Pb相连接导线的电阻分布梯度此时可看出,铜导线和钎料导线组成的总电阻等于铜线电阻和钎料线电阻之和。如果为了保持整个线路电阻均匀分布,就必须相应增大钎料导线的横截面积,直到钎料导线的电阻等于铜导线的电阻为止。因为接入钎料导线部分使电阻增大的主要缺点是能量损耗使其发热。为了保持能量损耗最小和防止组装件不必要的加热,可利用钎料改变连接部分导体的横截面积的办法,使其电导增大到等于铜导线的电导,以达到两者载流能力的匹配。表1给出在PCB上常见的搭接接头的电气设计数据表1❖ 注:Dc1——较细导线的直径;T——厚度;Ac1——较细导线的截面积;Ws——钎料厚度;L——焊缝的长度;δ——电阻率比值;ρ——电阻率(μΩ·cm)。如果接入和接出接头的导线不相同,那么应根据单位长度电阻率最高的导线进行计算。上述计算都是在假定全部电流均通过填充钎料的条件下进行的,即被连接的导线不相互接触,而是通过填充钎料来桥连。实际情况并非如此,在实际连接中,基体金属和导线可能相互接触(搭接的间隙趋近于零)。由于导线间直接接触而使部分甚至大部分电流通过该接触面从一个导体流到另一个导体,因而填充钎料可能不通过全部负荷电流。此时的工况就要好得多。然而进行具体的工程设计计算时仍然要按不相互接触的最坏工况来考虑。前面利用使整个回路保持均匀电压梯度条件下求出填充钎料参数的分析计算方法,可用于所有其他焊接接头的计算中。每种情况下均存在一个可能变化并因而改变载流能力的控制因素(见表1)。改变这些控制因素,即可使接头的载流能力与接入或接出接头的导线载流能力相同。由于相互影响的变量(基体金属的可焊性、助焊剂、钎料合金成分、焊接方法、焊接时间、焊接温度等)太多,因此计算后应增加50%~100%的安全系数。2)合金层的电阻焊接接头电阻的增加不仅受基体材料和钎料电阻率的影响,而且还受焊接接头金属学构成的影响,其中最具影响的是焊接界面形成的合金层。就Sn基钎料和Cu基体的焊接界面形成的Cu6Sn5(η相)、Cu3Sn(ε相)合金层来说,其电阻率与SnPb的电阻率的比较如图11所示。❖ 图11 Cu–Sn系金属间化合物的电导率由图11可知,Cu3Sn和SnPb钎料的电导率很接近,而Cu6Sn5 的电导率与SnPb钎料的电导率却差异很大。由此,焊接接头界面形成的合金层电阻的影响应该充分关注,特别是在微焊接情况下更是一个不可忽视的问题。所以在焊接中必须注意避免合金层的过度生长。3)接头的热电势在焊接接头的附近如果存在温度梯度的场合,则基体金属和钎料之间由于塞贝克效应会产生热电势。把Cu系母材用SnPb系钎料接合,每10℃的温差约产生30μV的热电势。因此,对精密测量设备而言,焊接接头部将成为测量误差的原因。四、影响焊接接头机械强度的因素1. 施用的钎料量对焊点剪切强度的影响美国学者Nightingale和Hudson在致力于证明施用钎料量是影响焊点剪切强度的重要因素的研究中得出如下结论:“在实际中,因为施用过多的钎料通常掩盖了虚焊或部分虚焊的焊点,所以必须避免施用过多的钎料。因此可以说,施用多于适当填充焊缝所必需的钎料没有任何益处。”表2所示结果明确表明焊点中多余钎料不能提高焊点强度。润湿情况和焊点的可检查性密切相关,在有限的表面上施用过多的钎料掩盖了实际的可检查区域,从而使人们得出错误的结论,这进一步说明要防止钎料过多的焊点。因此,为便于质量控制所要求的薄填充钎料的可检查焊缝,对于高可靠性焊点来说尤为必要。表2 施用钎料量对焊点剪切强度的影响❖ 注:表中所用钎料为Sn45/Pb55;助焊剂为ZnCl。2.与熔化钎料接触的时间对焊点剪切强度的影响我们知道,焊接连接的成功主要取决于润湿程度,合金化本身只起副作用。Nightingale和Hudson在论证与熔化钎料接触的时间对焊点剪切强度影响的研究结论中指出:“当熔化钎料接触时间在经验限定的范围内时,该接触时间对焊接焊点强度的影响较小。”他们给出了如表3所示的结果。表3 与熔化钎料接触的时间对焊点强度的影响❖ 注:钎料为Sn45/Pb55;焊缝厚度为0.076 2mm;焊接温度为300℃;助焊剂为ZnCl。3.焊接温度对接头剪切强度的影响Howard H·Manko的研究结论认为:在最佳焊接条件下,焊点的剪切强度取决于焊接温度。而在特定温度下所选用的助焊剂种类也是一个非常重要的影响因素。并非所有的助焊剂在所有的温度下均能良好地润湿和除去锈膜,对每一种具体的助焊剂来说,均存在一个最佳温度。图12表示用两种钎料Sn56-Pb44和Sn45-Pb55焊接铜、黄铜、低碳钢3种基体金属时接头强度随焊接温度的变化曲线。从图中可看出,预镀了Sn的试样强度要高得多。❖ 图12 接头剪切强度随焊接温度的变化4.接头厚度对强度的影响接头强度是被焊表面之间间隙的函数,对应接头强度最大的最佳间隙约为0.076mm。采用该间隙时,助焊剂和钎料很容易流入接头,以达到均匀的润湿。当间隙较窄时,容易把空气和助焊剂截留在接头中,从而导致润湿面积减小,并因此而降低接头强度。当间隙较大时,有助于润湿的毛细管作用力较小,而且较厚的焊缝机械强度比较低,并通常接近于钎料合金本身的强度。因此,降低了完全溶解强化的可能性。在焊接中,通常一定量的基体金属溶解到钎料中,使其强度增加。显然,材料的溶解强化现象肯定是接头剪切强度变化的原因。图13表示接头厚度对Sn44Pb钎料接头剪切强度的影响。❖ 图13 连接接头剪切强度随接头厚度的变化(钎料:Sn44Pb)溶解强化:当少量的合金元素加入到合金晶格时,会产生某种物理的内应力使合金强化,称为溶解强化现象。Nightingale和Hudson通过试验研究,归纳出可用于表示接头厚度和焊接温度之间关系的公式,并得出了对应最大接头强度下的接头厚度-焊接温度的平滑曲线,如图14所示。该曲线极近似于双曲线,因而得出了如下的实用公式:(T-t)S=K (7)式中 T——焊接温度;t——SnPb合金的固相线温度;S——接头厚度;K——由经验求出的常数,K=0.34。❖ 图14接头强度最高条件下的焊接温度与接头厚度的关系图14中表示的理论曲线和实验曲线极为相似,以至于可以把它看做有关接头最高强度、接头厚度和焊接温度三者的关系定律。对于SnPb低共熔成分的钎料来说,K值可能是相同的,而且与被焊材料无关,但可能与所采用的助焊剂有关。低温焊接接头和间隙较小的接头几乎总是具有助焊剂杂质。显然,在较高焊接温度下可采用厚度较小的接头,因为高温下钎料的流动性好,而在较低温度下较黏的钎料不能较好地填充和渗入所要填充的间隙。当温度超出了图14所示的讨论范围时,则不能再使用此曲线,因为在较低的温度下钎料不易润湿基体金属。而当温度过高时,由于氧化和助焊剂等因素的干扰,也可能得出错误的结论。5. 接头强度随钎料合金成分和基体金属的变化剪切和拉伸强度所代表的接头强度取决于被焊的基体金属,因为基体金属具有作为溶解强化元素的作用。在图15所示的实用范围内,Hudson和Nightingale证实了基体金属对钎料接头的影响。在图15中可比较出接头性能随钎料体成分的变化情况。该图表明,当溶解强化效应起作用时,它成比例地以纯钎料体强度曲线同样的形式影响钎料强度。图15中,曲线1表示SnPb钎料的性能,曲线2表示SnPbSb钎料的性能。❖ 图15 焊接接头强度随钎料合金成分和基体金属的变化6 .钎料接头的蠕变强度不同钎料成分的焊接接头的抗蠕变强度与温度的关系如图16所示。在高温下抗蠕变强度显著变小,例如,在SnPb钎料中添加少量的Cu、Sb元素,即可有效地改善其抗蠕变能力。❖ 图16 焊接接头的抗蠕变强度与温度的关系Baker 的研究工作比较了应力-寿命曲线,给出了应力和该应力作用下接头至断裂所经历时间的关系曲线,如图17和图18所示。Baker也比较了由应力-寿命曲线导出的对应于500天寿命的应力,如表4所示。❖ 图17 剪切应力,室温下单搭接接头的耐久性❖ 图18 剪切应力,在80℃下单搭接钎接接头的耐久性表4 室温下钎料和钎料接头耐蠕变性能的比较❖ 从以上分析可知,对于焊接铜和黄铜来说,纯钎料合金和不太纯的钎料合金之间的差别显著减小。这是因为从基体金属溶解下来的铜扩散到钎料晶格中,并将其本身的性能赋予了钎料。从黄铜上溶解下来的锌元素对接头性能的改善作用甚至于比铜还强,因此黄铜的焊接强度比较高,仅从此点看,在SnPb钎料中添加锌元素是有益的,但锌元素对钎料的其他性能是特别有害的。根据樊融融编著的现代电子装联工艺可靠性改编长按二维码识别关注我们 查看全文