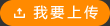
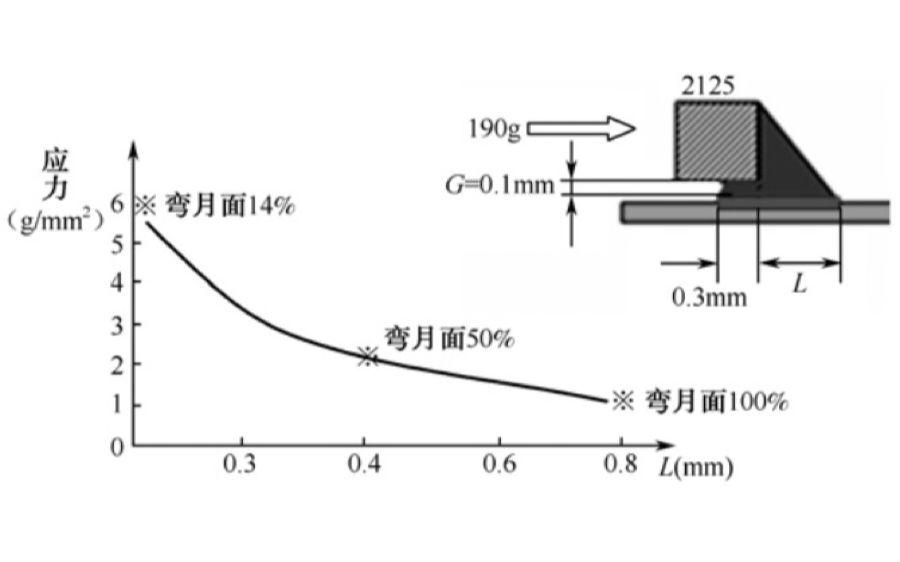
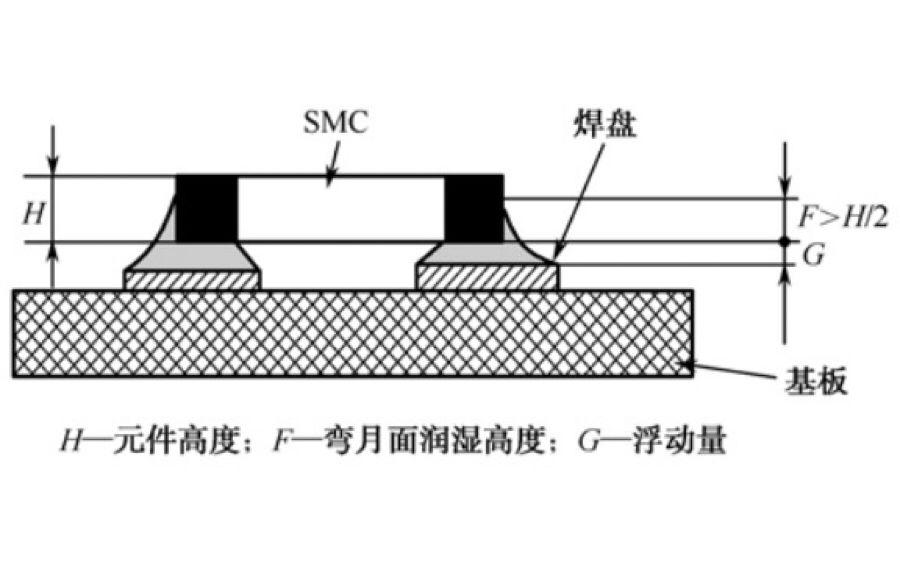
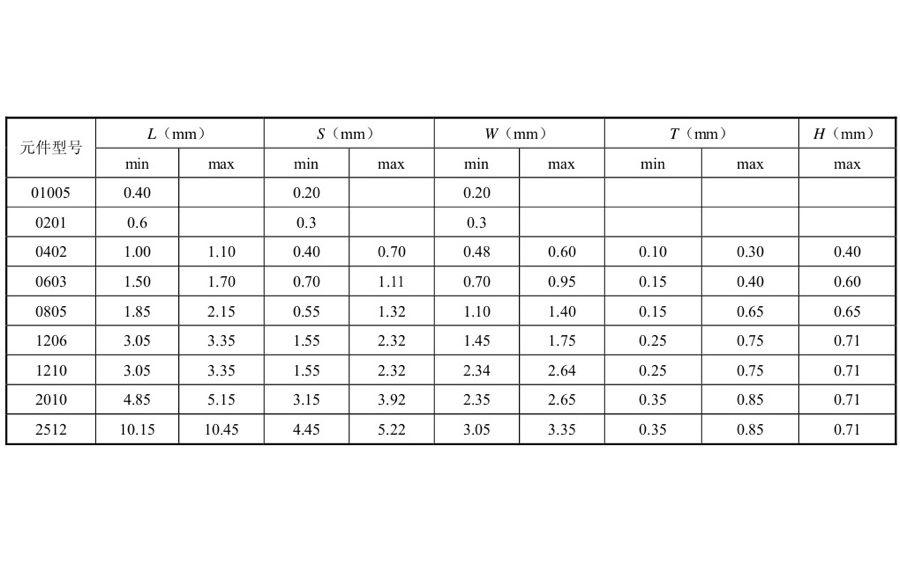
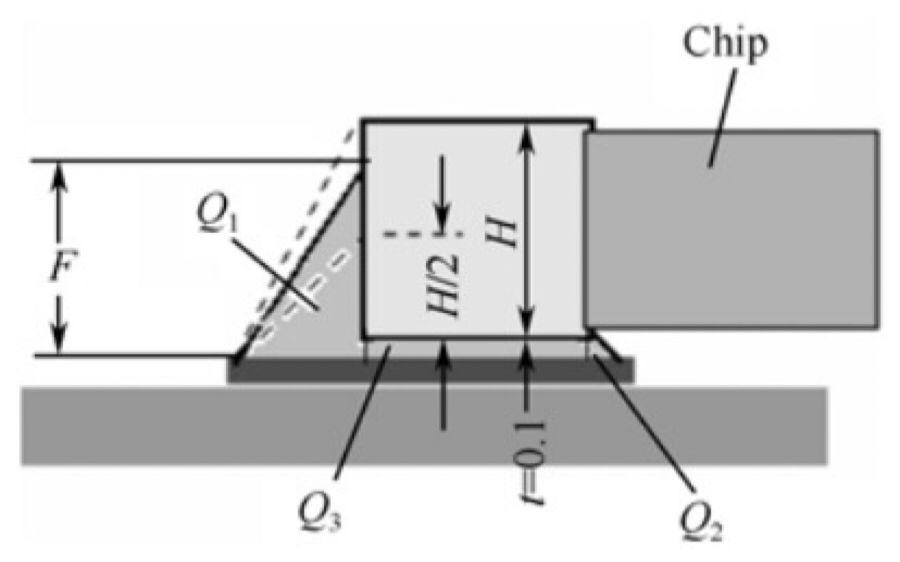
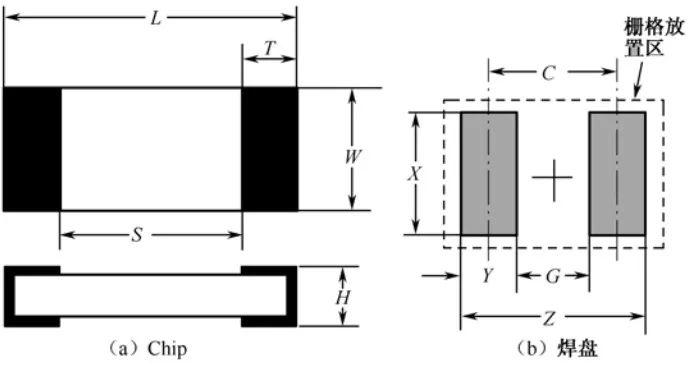
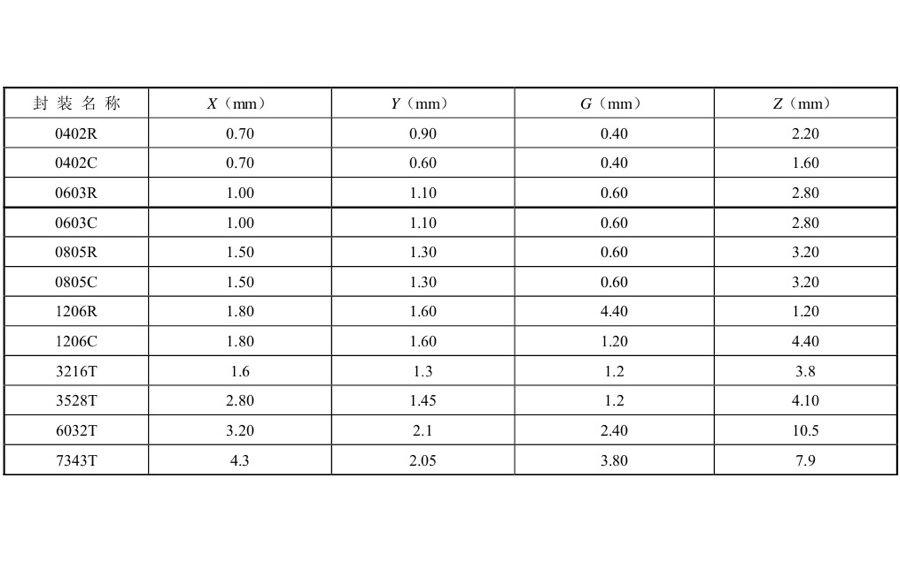
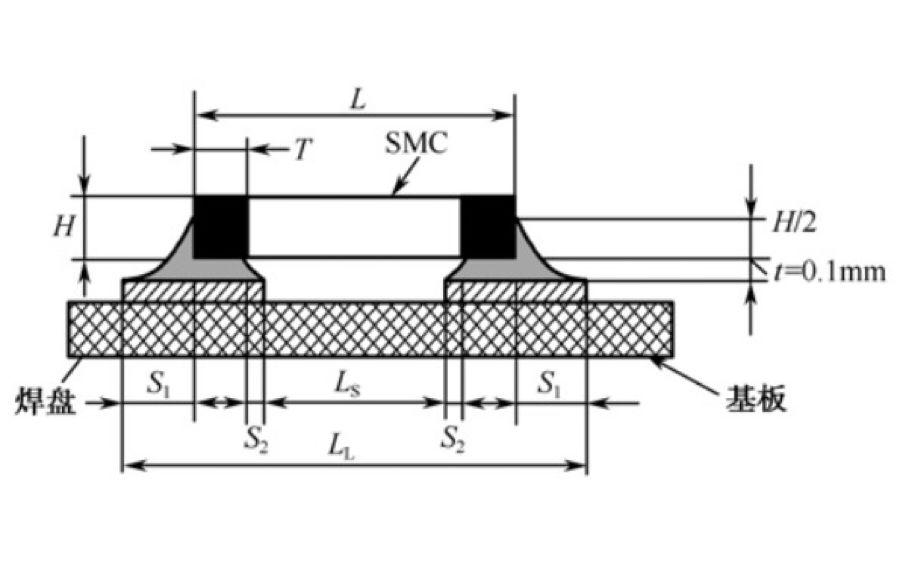
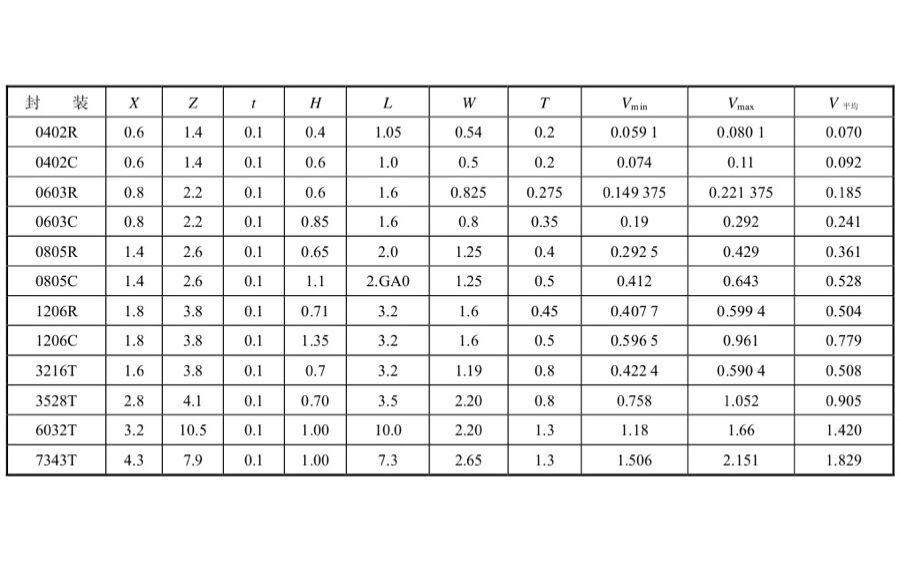
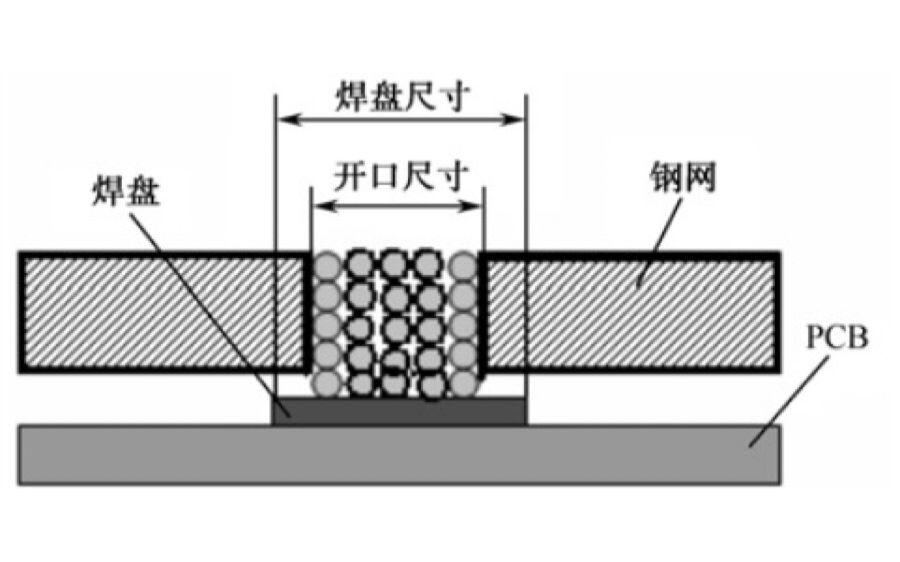
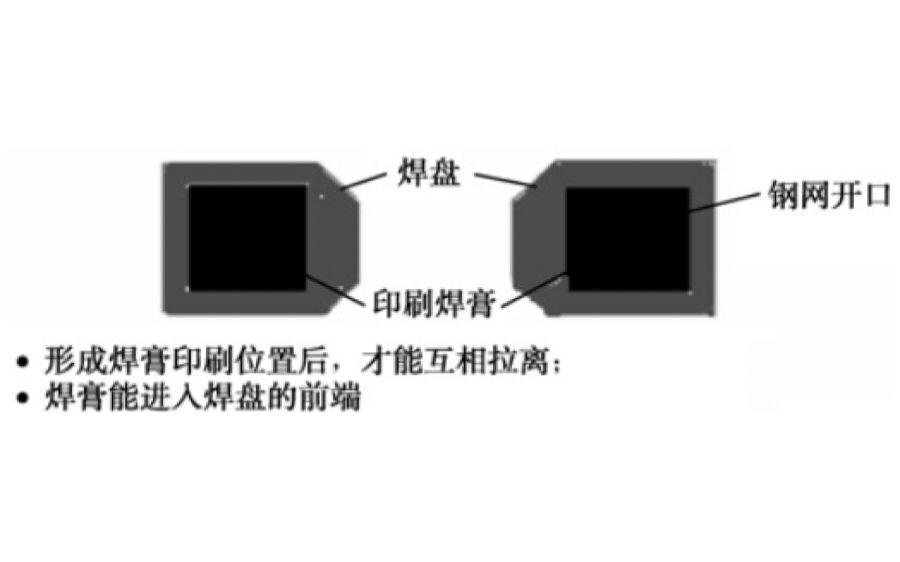
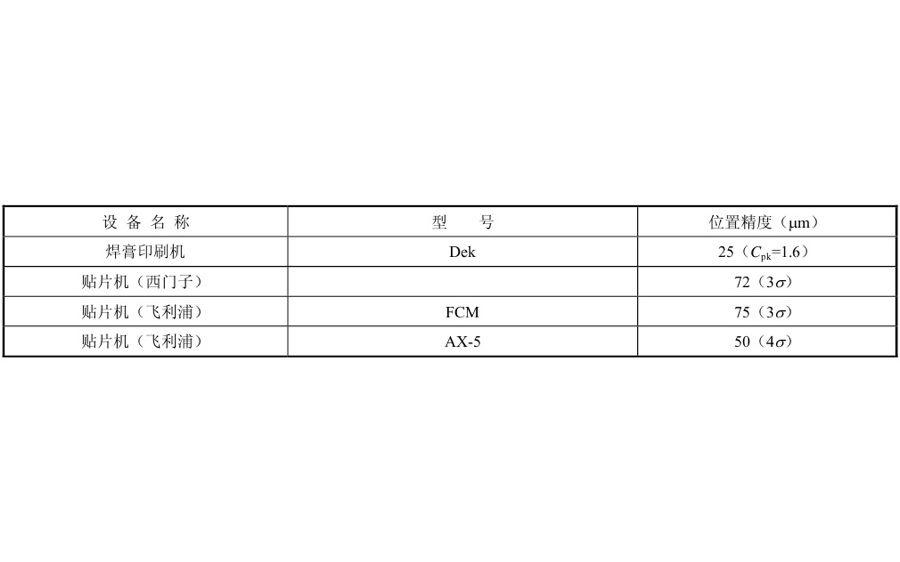
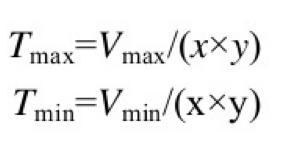
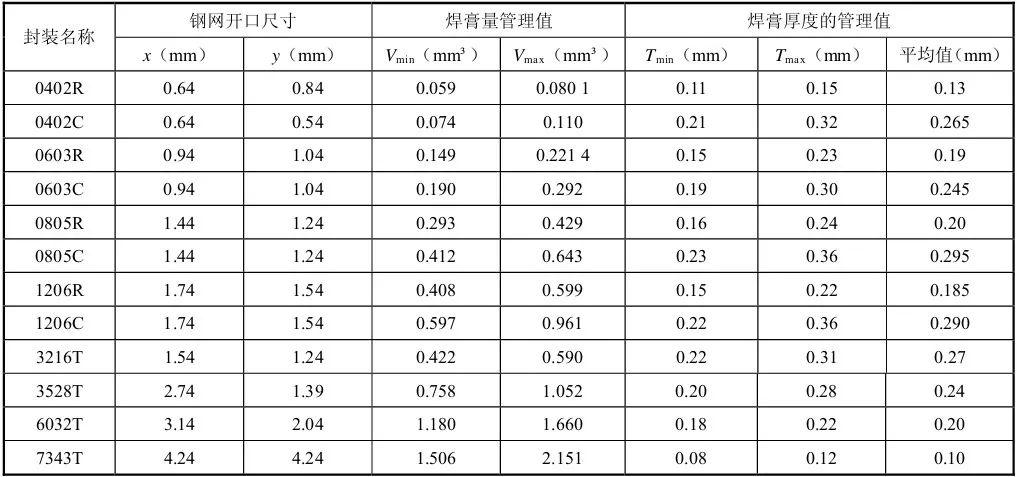
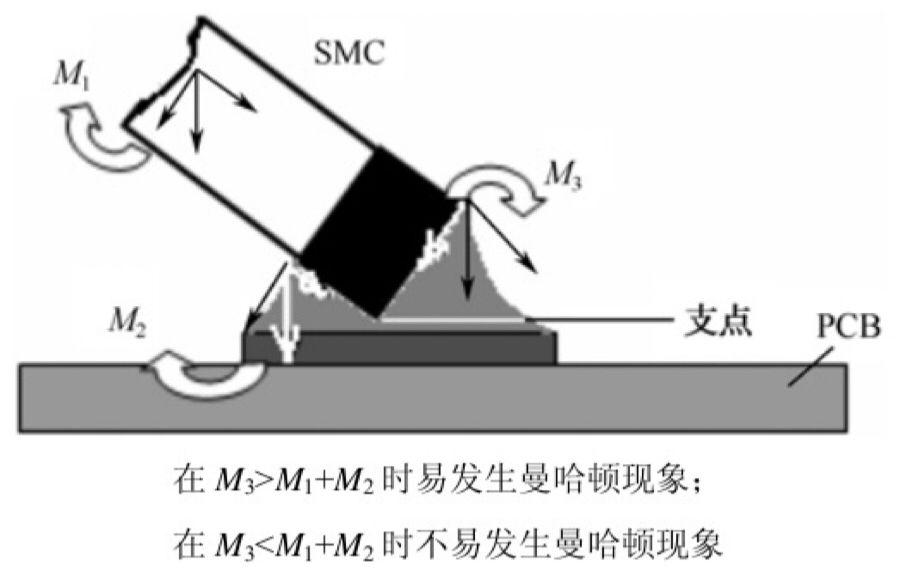
一、片式元器件焊点工艺可靠性设计1.确定最小钎料量1)最小钎料量的结构模型关于焊点必要的最小钎料量的标准,存在下述两种计算法的结构模型。(1)滨田正和给出的焊接接合部最小钎料量的结构模型滨田正和认为:在外力作用下片式元器件接合部产生的应力会随钎料量而变化,如图1所示。❖ 图1 片式元器件焊接部发生的应力分布滨田正和认为:这个应力分布有下述两个特征。●片式元器件形成的接合部,没有像QFP、SOP那样的短引线(可起应力耦合和吸收作用),故所有应力都集中在钎料部。因此,与具有短引线的器件相比,其接合部可靠性要低些,特别是当组装基板发生弯曲变形的情况下,其接合部很可能产生裂纹。●在片式元器件焊接接合部发生的应力随钎料量而变化,可按其变曲点来判断,变曲点在片式元器件电极部高度的1/2以上的弯月面(图1弯曲面的50%的地方)形成。发生在焊接接合部的应力以该点为界而急剧变小。由上述特征可以判断,钎料量将直接影响到接合部的可靠性。一方面,钎料量过多,像后面焊盘设计项中所说,容易发生曼哈顿(立碑)现象。从而,对片式元器件的必要的钎料量,可以上面所说的变曲点为标准,即在元器件电极部高度(H)的1/2以上弯月面(图1的弯月面50%的地方)的形成量来确定,如图2所示。❖ 图2 片式元器件焊接接合部必要的钎料量(2)IPC-A-610给出的焊接接合部最小钎料量的结构模型IPC-A-610第3级对片式元器件规定了钎料量最低可接受标准,如图3所示。❖ 图3 IPC-A-610给出的焊接接合部最小钎料量(3)上述两种结构模型对焊点可靠性影响的评价上述给出的两个涉及焊接接合部最小钎料量的结构模型,假定元器件的结构尺寸、焊盘尺寸和在焊盘表面的润湿面积均相同的情况下,按照二者必需的最小钎料的计算标准计算出来的最小钎料量相差2.7倍。从焊点的结构强度来看,滨田正和模型的安全系数明显要大。从确保可靠性要求(特别是无铅制程的焊点)出发,以下我们均以滨田正和的结构模型(见图2)和式(1)进行具体的接合部工艺可靠性设计计算。H/2≤F≤H (1)式中 H——片式元器件电极高度;F——钎料在电极端面的润湿高度。2)工艺可靠性设计(确定必需的钎料量)根据图2所示的结构模型,参照式(1)可计算出各类CHIP、SMD钽电容钎料量范围,如表1所示。表1 片式元件尺寸❖ 当F=H/2时,对应必要的最小钎料量,而当F=H时,则对应焊点允许的最大钎料量。焊点接合部主要由足跟(Q1)、足趾(Q2)、足底(Q3)和足侧等部分组成,如图4所示。❖ 图4一个焊点的钎料组成当焊盘宽度和元器件电极宽度等宽(近似等宽)时,足侧部焊点钎料可忽略不计。在元器件焊接时,假定钎料与焊盘的接触角为45°,若对焊盘尺寸元器件的浮动量取t=0.1mm,设Chip电极的高度为H,宽度为W,长度为T,焊盘宽度为X,长度为Y,以及L、C、G、Z的定义如图5所示,则其片式元件的结构尺寸和对应的焊盘尺寸,分别如表2所示。❖ 图5 Chip的外形和焊盘尺寸表2 焊盘尺寸❖ 根据上述结构模型和尺寸,片式元件再流焊接接合部的最大和最小钎料量可近似地按下列公式计算:(1)最大钎料量(体积)Qmax(h=H)。❖ (2)最小钎料量(体积)Qmin(h=H/2)。❖ 二、焊盘设计片式元器件相对应的尺寸和焊盘尺寸如图6所示,具体参数可参照SMC供应厂商的产品目录。❖ 图6 片式元器件焊盘尺寸的确定1)计算焊盘宽度x可根据片式元器件宽度(W)和位置精度(δ4)按下式确定。x=W+δ4 (2)式中 x——焊盘宽度;W——片式元器件宽度;δ4——片式元器件位置精度。元器件的位置精度可根据元器件本身宽度(W)的尺寸精度(ΔW)和贴片机贴装精度(δ5)来求得。而片式元器件贴装时焊盘的宽度(x),以片式元器件末端电极不超出焊盘的规定来确定。确定焊盘宽度(x)要考虑到元器件宽度(W)方向的尺寸偏差,即宽度(W)尺寸精度(ΔW)和元器件实际贴装时的贴装精度(δ5),由片式元器件尺寸精度ΔW、贴装精度±3σ(σ为标准偏差)的统计数据的均方根值求得,即❖ 式中 δ4——元器件位置精度;δ5——贴装精度;ΔW——片式元器件宽度(W)尺寸精度。2)LS、LL的计算焊盘尺寸LS、LL可根据接合部可靠性要求决定。例如,为保证接合部的可靠性,接合部钎料量应保持在片式元器件高度的1/2以上,这样可在内侧形成良好的焊接弯月面,随着钎料成形高度超过元器件高度的1/2,元器件内侧弯月面的形成由焊盘尺寸来确定,如图7所示。❖ 图7 LS、LL的计算在钎接时,假定钎料与焊盘的接触角为45°,对焊盘尺寸的浮动量取t=0.1mm,则焊盘尺寸LS、LL可按下式求得。LL=L+S1×2+δ4 (3)式中,L为元器件长度;S1≈H/2+t;δ4为元器件位置精度。LS=L-T×2-S2×2-δ4 (5)式中,T为电极宽度;S2≈0.1mm(元器件的浮动量t);δ4为元器件位置精度。三、焊膏印刷量的确定1.片式元件再流焊接接合部焊膏体积计算片式元件焊接接合部焊膏体积计算,就是要通过印刷的实际焊膏量来获得焊点所必需的钎料量。一般在焊膏的总体积中,合金含量与助焊剂等的体积大约各占总体积的一半。由此,可得出具体焊膏印刷体积控制范围为❖ 根据上式,可计算出片式元件焊膏印刷时体积控制量,如表3所示。表3 印刷时焊膏的体积(单位mm3)❖ 注:L、W、T为平均值。2.钢网开口尺寸和焊膏印刷厚度(1)钢网开口尺寸的确定。由焊接接合部的可靠性来确定必要的钎料量,而在生产中必要的钎料量的获得,则是通过钢网开口设计来确保的。钢网开口尺寸的设计要注意下述两方面:●基本设计为防止在印刷焊膏操作中,焊膏渗溢到钢网的反面,故希望印刷钢网和焊盘能够紧贴。因此,印刷钢网开口部尺寸取值应比焊盘尺寸小些,但小多少为宜呢?从图8可知,钢网开口部尺寸设定应该由与焊盘相一致的印刷机位置精度(δ1)、钢网加工精度(δ 2)及焊盘加工精度(δ3)这3个因素来确定。❖ 图8 钢网开口部尺寸设计❖ ●注意事项与印刷钢网开口部尺寸相关的不良现象主要表现在焊膏经加热熔融时的塌边会产生钎料球,这种不良现象可以通过对焊膏中溶剂沸点的修正来防止。另外,在进行钢网开口部与焊盘区的设计时也可采取特殊的工艺处理,即使再流焊接中发生了焊膏的塌边,也能防止钎料球的产生,如图9所示。❖ 图9 防止由焊膏的塌边而产生的钎料球目前SMT所采用的设备型号及其精度如表4所示。表4 SMT设备型号及其精度❖ 生产线上目前采用的钢网厚度约为0.12mm,钢网加工精度为±0.01mm;当采用激光直接成像技术时,焊盘加工重复精度可达±0.05mm。(2)焊膏印刷厚度。由表3所列出的最大焊膏量Vmax和最小焊膏量Vmin,按下式可求得对应的最大印刷厚度Tmax和最小印刷厚度Tmin,如表5所示。❖ 表5焊膏印刷厚度❖四、工艺可靠性设计的注意点工艺可靠性设计内容的注意点有下面两项:① 设计时为了考虑到元器件尺寸的偏差,测量后的实际尺寸不能超出元器件所对应的PCB焊盘尺寸。② 考虑贴片机的贴装精度,在批量生产阶段不能发生由于贴片原因而造成的元器件错位。可在保证贴装精度状态后再进行贴片。另外,为防止片式元器件焊接后翘立(曼哈顿现象)的不良,应采取相应的措施。所谓曼哈顿现象,主要是由再流焊接时片式元器件位置偏差形成的,其发生机理如图10所示。❖ 图10 曼哈顿现象的发生机理由图10可知,焊接时形成的力矩不平衡是发生曼哈顿现象的原因,当元器件电极部的上面被钎料覆盖时,这个部分由钎料表面张力作用产生力矩M3,在其反面也生成使元器件恢复原状的力矩,即由元器件自重形成的力矩M1和元器件内侧电极因钎料表面张力产生的力矩M2,各力矩间大小不平衡时即形成曼哈顿现象。为防止曼哈顿现象的发生,在工艺可靠性设计中,对片式元器件电极的端面钎料弯月面形成有着重要的意义。设计时可考虑到电极的端面弯月面的形成因素,这是防止曼哈顿现象发生的最基本的手段。根据樊融融编著的现代电子装联工艺可靠性改编长按二维码识别关注我们 查看全文